December 14, 2023
Options for Improving the Machining of Upper Rail Systems

The rifle upper rail system allows the attachment of various accessories such as scopes, sights, and flashlights. Mounted on the top of the rifle, it needs to provide a stable platform for the accessories to be attached to, yet not add more weight than needed to the rifle. As such, many firearm manufacturers look to aluminum alloys for this component.
One of the key needs of manufacturing firearms is sequential, repeatable processes. To address this, Star Cutter Company is currently involved in process improvement for machining the holes or bores of aluminum upper rail systems for AR-15’s, AR-10’s and M-4 carbines with various independently owned contractors.
The typical process for machining of the upper rails includes:
- Rough Drill
- Ream non-critical bore
- Finish endmill the critical bore by interpolation.
However, the failure mode for this process is often a mismatch between the critical and non-critical bore, which can result in possible failure of the bolt to barrel interface in field use.
Star Cutter has developed a variety of methods, shown below, to improve the machining process for upper rails, which have resulted in the following improvements:
- Better concentricity (TIR) critical to non-critical bore
- Cycle time reduction
- Surface finishes of Ra ≤ 0.8 µm
- Cycle time reduction (Process #2 and #3)
Star Cutter Process #1
- Rough drill (single flute gun drill or 3-margin solid carbide helical drill)
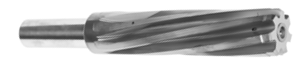
- Super Round Tool (SRT) reaming of noncritical bore
- Finish endmill the critical bore by interpolation.

The ability of Star Cutter’s SRT to hold its center-line position through the reaming process of the non-critical bore results in runout measurements of TIR ≤ 12µm.

Star Cutter Process #2
- Rough drill (3-margin solid carbide helical drill or 4-flute core drill)
- Pilot end mill critical bore by interpolation
- Ream both critical and non-critical bores from one side (7-flute LHS)
Star Cutter Process #3
- Rough drill (4-flute core drill)
- Ream both critical and non-critical bores from one side (10-flute SRT)
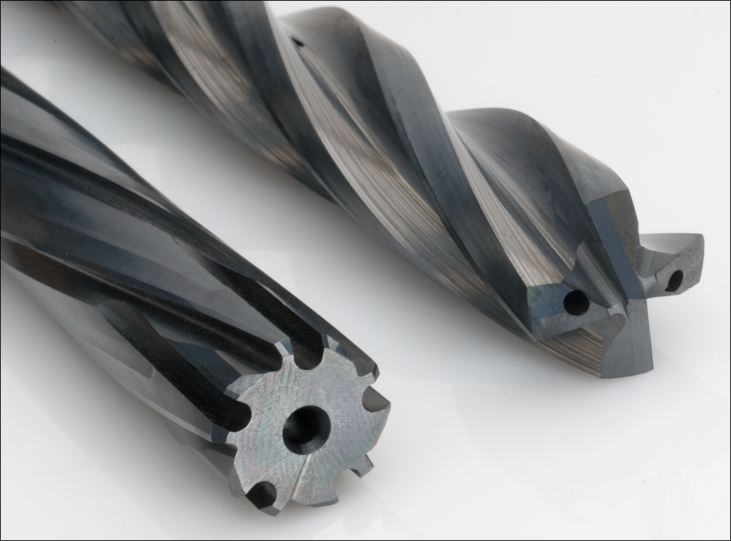
In most cases, overlapping tolerances allow for an upper with no step or mismatch. And, because the rear of the reamer is sculpted, we create a tool that will ream in and ream out, ensuring a nearly perfect round hole. This is especially helpful in applications where the window machining is performed prior to reaming the critical barrel bore.
You can find our more about our firearms machining capability by visiting Precision Drilling & Holemaking Solutions for Firearm Machining.